长安 :fpc拼版的说明和常见的拼板方式
随着时代的发展,目前fpc加工厂的生产和人工成本越来越高,那么如何节省成本,提高生产效率,缩短生产周期。首先要开始做的就是对fpc拼板加大要求,下面小编就工厂的情况来详细的说一说。
fpc拼版的说明
1、在各工序可生产的前提下,拼版尽量"挤"。所谓“挤”,就是缩小相邻板与板之间的距离,从而减少整个拼版的尺寸,节约生产材料,从而降低生产成本。
2、拼版需添加蚀刻字符,对拼版尺寸、数量等进行简单说明,从而便于后续生产中核对与校验。
3、单片板之间间距至少大于2.5mm。首先,这是为了满足放置定位孔的需求,在批量生产过程中,成型一般采取模冲的方式,为了增强模冲精确性,在拼版内每片之间,需要放置定位孔,以免模冲偏位,导致FPC报废;在样品生产过程中,一般使用激光切割成型,为了避免微偏,防止出现一片偏而整张偏的情况,单片之间也不能直接相连,从而使其两两互不影响。
4、拼版宽度固定为250mm,长度尽可能也在250mm以内。拼版尺寸越大,偏移越大,生产精度越差,成品不良率越高。
5、整个拼版四角增加定位孔,并选择一角标注不同定位孔,便于后续工序生产中保持方向一致,从而不至于导致封膜贴返,字符印返等情况。
拼版常用的三种方式
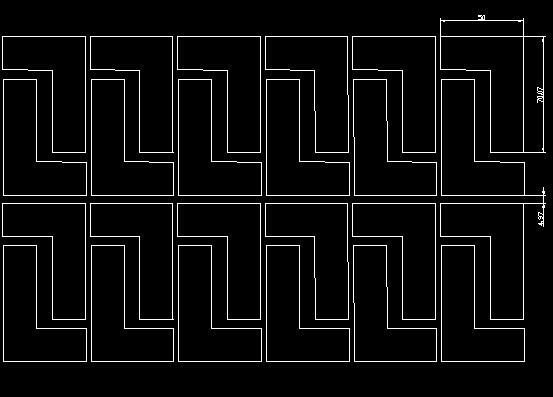
1、倒扣拼。即把单PCS一正一反组合在一起拼板,如下图。
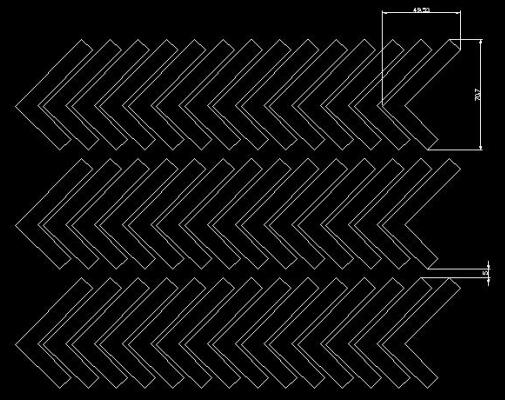
2、斜拼。将单片进行一定的倾斜,然后阵列,从而最大程度上利用拼版空间,如有弧度的条形、折形等;
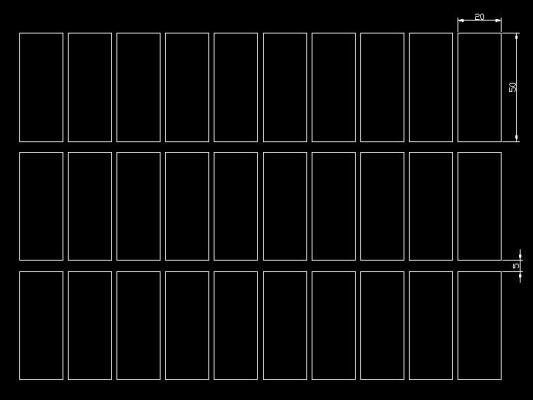
3、常规拼版。直接按单片的方向阵列拼版,最适合外形规则的FPC拼版,如长方形、正方形、圆形、椭圆形等;
以上就是长安 ://www.doterrard.com/news-gs/425.html整理关于fpc拼版的说明和常见的拼板方式,希望对大家有所帮助,所有的拼版方式,在能生产的前提下,遵循最省材料原则。如还有不清楚的地方,请联系我司客服为您解答。













")
")




 移动端,扫扫更精彩
移动端,扫扫更精彩 

